



Boiler auxiliary equipment - heating network heater
Keywords:
Product Category:
1. Equipment Overview
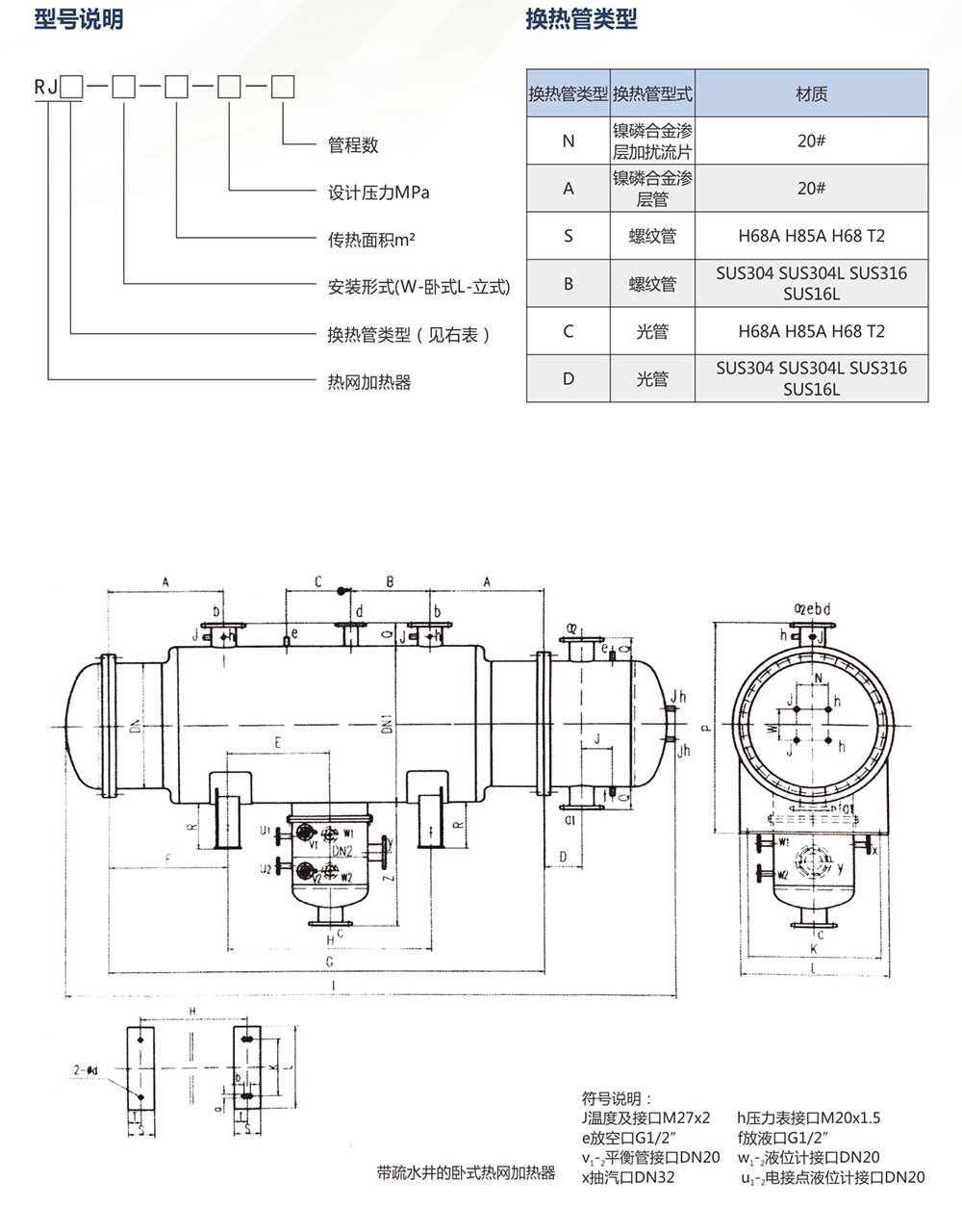
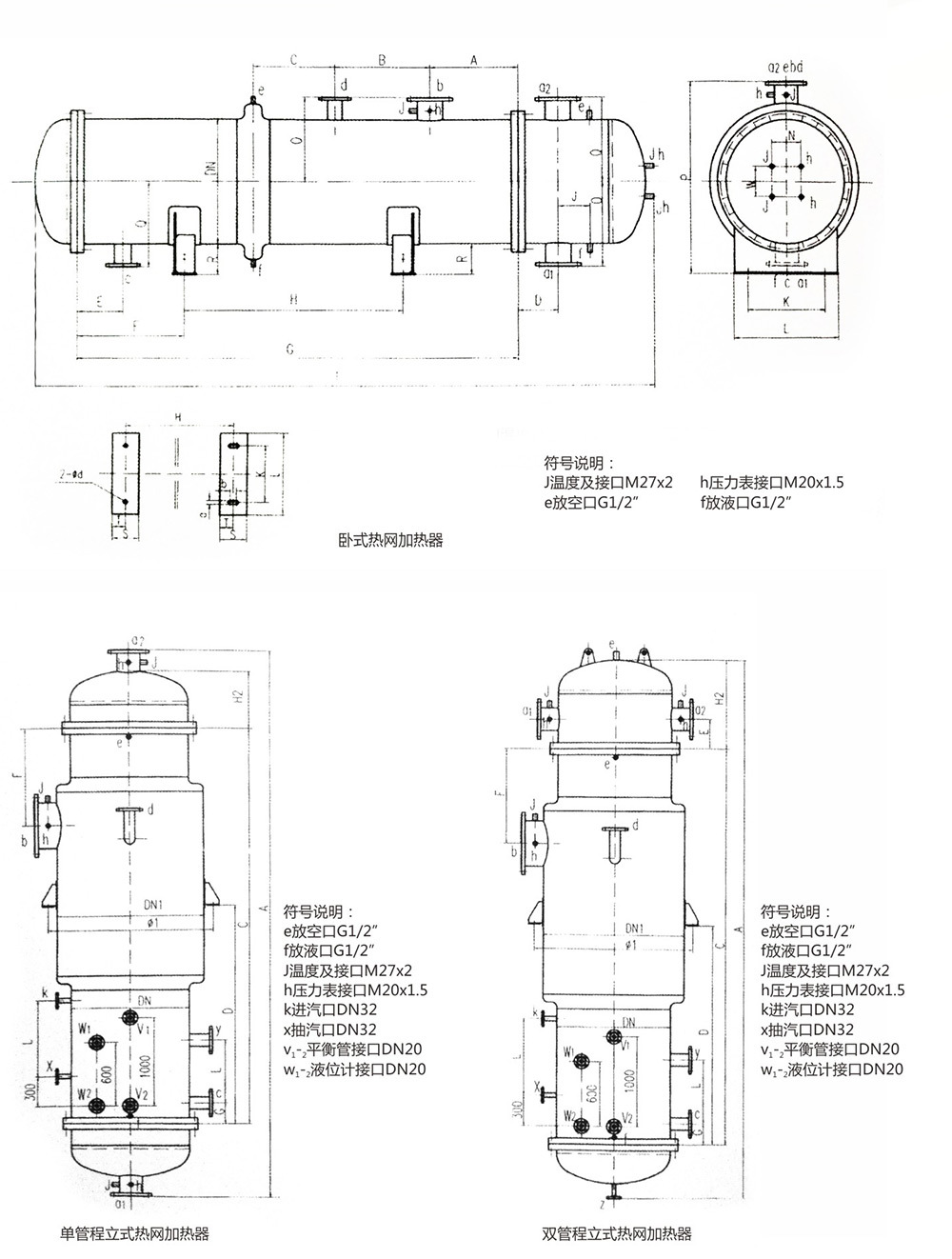
The heat network heater designed and selected by our company adopts a horizontal, fixed tube plate structure. According to its medium characteristics, it uses a double-tube pass, single-shell pass, with heating steam flowing through the shell pass and circulating water flowing through the tube pass. The tube plate, shell, and tube box are connected by all-welded structures. The tube box is equipped with a manhole for convenient maintenance and cleaning of the heat exchange tubes.
Equipment selection considers three stages: steam cooling section, condensation section, and condensate cooling section. That is, a single heat exchanger achieves three levels of heat exchange, with low condensate temperature, saving steam consumption.
2. Equipment Structure
2.1 The main components of the heater include the front structure, shell, and rear structure (including the tube bundle) in three parts.
2.2 The front structure consists of circulating water inlet and outlet pipes, elliptical heads, and tube boxes.
2.3 The shell consists of tube plates, heating tube bundles, primary heat medium pipes, baffles, tie rods, anti-impact plates, support plates, cylinder, and supports. The shell is an all-welded structure, designed according to the working pressure and temperature of the primary heat medium and secondary water, and reinforced to withstand the reaction force of the connected pipelines.
2.4 The rear structure consists of elliptical heads.
3. Performance Characteristics
Due to the special structure and processing technology of this heat network, simultaneously strengthening both the steam and water sides, it has high heat transfer coefficient (condensate drainage device, increased water flow rate in the tube to form turbulence), low water-side resistance, high pressure and temperature resistance, low leakage rate, and the thermotechnical performance change is not large within a wide load range.
4. Optimized Structural Design
4.1 To reduce thermal stress, the heat exchanger shell adopts a large cylinder and a small cylinder connected by two half-wave expansion joints. This not only meets the flow area requirement of the steam inlet but also eliminates the expansion difference stress between the tube bundle and the shell.
4.2 The tube bundle is equipped with a sufficient number of tie rods and baffles. To prevent friction between the heat exchange tubes and the baffles, the thickness of the baffles is no less than 16mm, ensuring that the heat exchange tubes are supported by at least three spiral lines in the baffle tube holes. To reduce the vibration of the tube bundle during operation, the unsupported span of the tube bundle is reduced. The support is reliable, the operation is stable, and the noise is smaller.
4.3 The tube plate and heat exchange tubes use a combination of strong welding and expansion to eliminate gaps and prevent crevice corrosion.
4.4 A steam distribution component is installed at the steam inlet. Under the condition of extremely large steam flow, it has a steam distribution function, which rapidly reduces the steam flow rate entering the tube bundle, greatly alleviating the scouring effect of extremely large flow rate on the tube bundle; this component is equipped with a large arc-shaped anti-impact plate at the steam inlet, which has the function of blocking and diverting the impact of the tube bundle by opening the steam valve instantly during the start-up phase or the impact of the steam flow entering the shell during normal operation, thereby extending the service life of the tube bundle.
4.5 Since the diameter of this heat network heater is relatively large, if the conventional piping method is adopted, the heat exchange tubes in the core of the tube bundle will be difficult to participate in heat exchange in terms of steam condensation heat exchange, which will affect the heat exchange effect. Therefore, steam channels are evenly added to the piping of this heat network heater, enabling the heating steam to smoothly enter the core of the tube bundle, so that all heat exchange tubes can fully participate in heat exchange.
4.6 Setting of Safety Valve and Equilibrium Vessel
To prevent the tube-side circulating water from being heated and expanding due to accidental valve closure, while steam continues to flow in, causing equipment damage, a safety valve is set on the tube side to release pressure when the circulating water expands due to heat, protecting the equipment.
To prevent circulating water from entering the shell-side steam due to rupture of heat exchange tubes, causing the shell-side water level to rise sharply, when the water level is higher than the set water level, the equilibrium vessel will discharge excess water together with the emergency drain valve, protecting the equipment. In the event of a special situation, the shell side will be filled with water, and the corresponding pressure will be high enough to endanger the safety of the equipment. At this time, the safety valve will automatically open and drain water together with the emergency drain valve to ensure the safety of the heat network heater.
5. Advanced Production and Manufacturing Processes
5.1 Tube Plate Processing and Manufacturing
After rough machining and fine machining, the tube plate is processed, drilled, and slotted in one step using an automatic CNC tube plate deep hole drilling machine and a large vertical lathe, ensuring processing accuracy and product quality.
5.2 Welding and Expanding Process
The welding of the heat exchange tubes and tube plates uses argon arc welding machines, with a one-time pass rate of over 98% for weld inspection, ensuring the reliability of the connection between the heat exchange tubes and the tube plates. Expanding uses a hydraulic expanding machine and flexible liquid bag expanding, ensuring expanding quality.
Special molds are used for the baffles to ensure concentricity with the tube plate, and special fixtures are used for the installation of the tube bundle.
The shell and flanges are all welded using submerged arc automatic welding machines to ensure welding quality and appearance.

")



Welcome to Leave a Message